






NM500耐磨钢板
NM500耐磨板是高强度耐磨钢板,其具有较高的抗磨损能力。
NM500耐磨钢出厂交货平均硬度达500HBW,其机械性能通过淬火获得。
NM500在高磨损环境中得到了成功的应用,同时它还具有优良的可加工性能、尤其是焊接性能。
NM500应用实例包括:装载机、挖掘机、自卸车、传送设备、卡车、刀口和破碎机、废物清理和回收设备等等
交货状态机械性能
硬度
30mm厚以下(含 30mm)钢板室温硬度 470~530HBW,30mm 以上 450~530 HBW。
横向试样室温拉伸试验(20MM厚钢板典型值)
抗拉强度:1400 N/mm2
屈服点:1200 N/mm2
延伸率:8%(1o=50mm)
钢板标识
纵向试样V缺口冲击试验(20MM厚钢板典型值):
韧性:-20℃,Akv=24J
横向试样弯曲试验(30MM厚钢板典型值):
可成型性:弯芯直径>=7.0x 试样厚度,折弯角 180°
试验表面布氏硬度每炉测试一次(40t)。
加工性能
是否可以使用本钢板加工出值得信赖的产品从根本上取决于整个加工工艺及加工中所使用的技术。
加工时应确保计算、设计和加工方法均符合材料本身的要求,符合目前较加工工艺的要求,符合产品将来实际使用的要求。顾客应自己选择适用的材料,在考虑高强度和淬硬性的同时参照 EN 1011的推荐。 冷成形
NM450V尽管硬度很高,但仍可进行冷成型。但要注意,随着屈服强度的提高,同样厚度钢板所需的变形力及回弹力也要提高。建议打磨冷弯区域火焰切割边或剪切边,以防开裂。
进行冷成型时请考虑以下建议值(t 为板厚)
热成型:
本钢种通过从奥氏体化温度加速冷却获得硬度。在热成型后,只有重新淬火才可能恢复硬度。可以 预见,重新淬火获得的硬度会与出厂时测量的硬度不同,这是因为生产钢板时的淬火设备和加工厂所拥 有的淬火设备在能力上有区别。钢板加热至 200 C左右硬度不会显著下降(时间较短也可至2500C)。
火焰切割和焊接:
火焰切割应遵循以下最低预热温度:板厚25~75mm,75℃;板厚>70mm,125℃。
手工电弧焊应选用低残留潮气的碱性涂敷焊条(必要时,应按焊条生产商的要求进行干燥处理)。 此外,以下几点建议也应予以考虑:
在结构刚性较高时为防止焊缝开裂,一般建议对 15 mm 以上厚钢板采取 140~1900 的预热温度。必须避免 200 C以上的预热,因为它将使硬度降低(参见下图)。
焊缝填料应在结构承受载荷和焊缝承受磨损允许范围内尽可能选用软性的。
最小弯曲半径 最小压模开口尺寸
横向 7t 14t
纵向 9t 18t
热处理:
下图显示了硬度或强度随热处理温度的一般变化: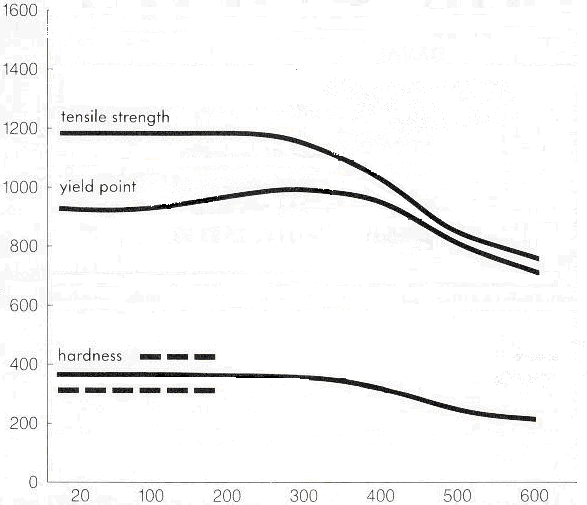
回火温度0C
须注意,300~4000C的热处理可能降低钢板的室温韧性。
机械加工
NM450加工可使用高速钢钻头,尤其是钴合金高速钢钻头。如果采用适当的进钻速度和切削速度,则钻头可以获得满意的使用寿命。
一般交货技术要求:
除另有约定外,一般交货技术要求适用 EN 10021标准。
公差
除另有约定外,公差要求适用 EN 10029,厚度采用 A 级别。
表面质量
除另有约定外,适用 EN 10163。
